What is a liquid packing machine and how does it work?
Liquid packing machines are essential in the packaging industry, especially for liquids. These machines ensure efficient and accurate packing of products ranging from beverages to industrial liquids. According to a report by Grand View Research, the liquid packaging market size was valued at over $30 billion in 2022 and is projected to grow at a CAGR of 4.5% through 2030.
John Smith, an expert in liquid packaging technology, emphasizes the importance of these machines: "The efficiency and precision of a liquid packing machine determine the quality of a product." Understanding how a liquid packing machine operates can significantly impact production lines. Machines utilize advanced technology to fill, seal, and package liquids seamlessly. Yet, there are challenges. Maintenance issues or equipment failures can disrupt operations, reflecting the need for regular training and assessments.
As the industry evolves, machines must adapt to emerging technologies and consumer demands. The push for sustainability is reshaping material choices. This evolution can create opportunities but also uncertainty. Balancing innovation with practical performance remains a crucial focus for manufacturers looking to remain competitive.

What is a Liquid Packing Machine?
A liquid packing machine is an essential tool in many industries.
It is designed to fill and seal liquid products into containers. These machines can handle various liquids, from
water to sauces. The design often includes features for precision filling and
efficient sealing.
In operation, a liquid packing machine typically uses pumps to transfer the liquid into containers. The filling process is quick,
ensuring minimal waste. However, calibration is crucial. Improper settings can lead to spills or
underfilling. Some machines include sensors to detect these issues. This helps maintain quality control.
The sealed containers move to labeling stations next. This step is important for branding
and information. But sometimes, labels may misalign or peel off. These small errors can create challenges in the production line.
Continuous monitoring can address these problems. In essence, while liquid packing machines boost efficiency, they also require
regular maintenance and adjustments to function optimally.
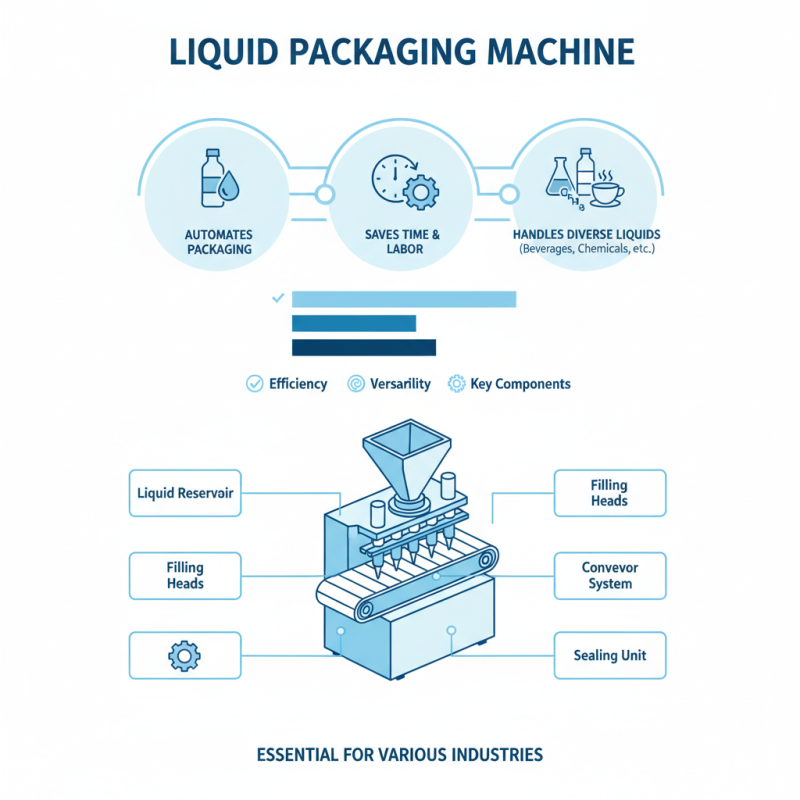
Key Components of a Liquid Packing Machine
A liquid packing machine is essential for various industries. It automates the packaging process, saving time and labor. The machine can handle different types of liquids, from beverages to chemicals. Understanding its key components helps to appreciate its efficiency.
One main component is the filling mechanism. This part determines how accurately the liquid is dispensed into containers. It often uses pumps or gravity to control the flow. Depending on the liquid's viscosity, specific pumps work better than others. A common issue arises when the wrong pump is used. It can lead to spills or inconsistent fill levels.
Another vital component is the sealing system. This ensures that each container is airtight. A faulty seal can cause leaks and spoilage. This part often requires regular checks to maintain quality. Lastly, the conveyor system moves containers through each stage. If it malfunctions, the entire process can stall, causing delays. Careful calibration and maintenance of these components are crucial for optimal performance.
Operating Principles of Liquid Packing Machines
Liquid packing machines are designed to efficiently package liquids in various containers. These machines utilize a series of processes to ensure accuracy and speed. They can handle a wide range of liquid types, from beverages to viscous substances. Operators benefit from automation, which reduces manual errors. However, some setups may still require adjustments. Liquid flow rates can vary, posing challenges.
The working principle revolves around precise measurement and sealing. A hopper feeds the liquid into a filling tube. This tube is calibrated to dispense the correct volume. After filling, a sealing mechanism closes the container tightly. This ensures freshness and prevents leaks. Different machines might handle different types of sealing methods, like heat sealing or pressure sealing. Cooling systems may also be integrated for temperature-sensitive products.
Operators should regularly check calibration settings. This is crucial for maintaining quality control. Minor adjustments in pressure can significantly affect the fill accuracy. Regular maintenance helps avoid costly downtime. Machinery wear and tear can lead to inconsistencies. It's vital to monitor performance continuously. Most challenges come from overlooked maintenance or improper training. Adapting to these issues can enhance overall efficiency.
Liquid Packing Machine Specifications
| Dimension |
Value |
| Machine Type |
Horizontal and Vertical |
| Filling Speed |
30-60 bottles/min |
| Filling Volume Range |
100ml - 5L |
| Power Supply |
220V/50Hz |
| Dimensions (L x W x H) |
2000mm x 800mm x 1500mm |
| Weight |
300 kg |
| Control Type |
PLC and Touchscreen |
| Application |
Food, Beverage, Chemicals |
Types of Liquid Packing Machines and Their Applications
Liquid packing machines are essential in many industries. They are designed to package liquids efficiently. Various types of machines exist, each serving different applications.
One popular type is the vertical form fill seal machine. This machine is perfect for liquids like juices and sauces. It forms bags from a roll of film, fills them, and seals them in one process. This method is efficient. Another type is the horizontal form fill seal machine. This machine is often used for pouches. It offers flexibility in shape and size.
Some machines handle thicker liquids, such as creams or pastes. This requires different mechanisms. For instance, positive displacement pumps work well for thicker substances. Additionally, some machines focus on high-speed production. However, achieving high speed can lead to quality issues. Operators must closely monitor the filling accuracy. Balancing speed and precision can be a challenge. Each type of machine has strengths and weaknesses, shaping its suitability for specific products.
Benefits and Considerations of Using Liquid Packing Machines
Liquid packing machines are essential in many industries. They automate the process of packaging liquids, making it efficient. These machines can handle a variety of liquids, including oils, sauces, and beverages. By using a liquid packing machine, businesses can significantly reduce labor costs while increasing output. This is especially important in high-demand environments where time is money.
However, there are considerations to keep in mind. Not all machines are suitable for every type of liquid. For instance, thick liquids may require specific adjustments. The initial cost of purchasing a machine can also be high. Maintenance is another factor to consider; regular checks are necessary to ensure optimal performance. If a machine breaks down, it can halt production. Training staff on how to operate the machine effectively is crucial but may take time and resources.
Despite the challenges, the benefits often outweigh the drawbacks. Increased efficiency leads to faster production times. Better packaging can enhance product attractiveness, potentially increasing sales. Additionally, automating the process can lead to fewer human errors. It’s important to weigh the specific needs of your operation before investing in a liquid packing machine.